2020-02-05
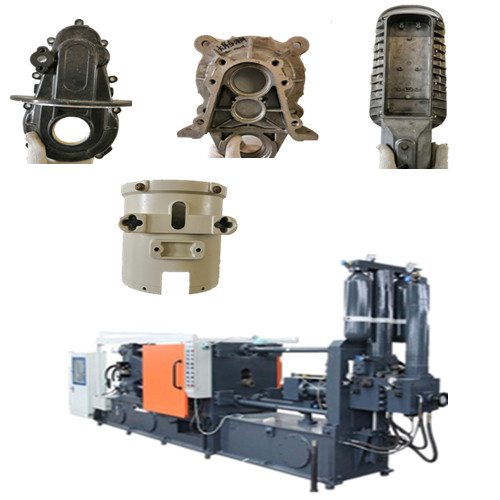
序言:压铸生产过程会出现不同因素的质量问题,除了压铸设备故障、设备性能与质量造成系统的不稳定因素外,还有一些附件装备(如压缸、冲头、冷却管网等)工艺参数准确性、以及辅料质量都能产生对压铸生产的一定影响(如脱模剂、润滑珠,冷却水),铝液的纯净也会给压铸带来相应的不稳定因素(如废品,浇口、溢流块、清机料的配比),及熔炼工艺控制等。 以上的各种原因虽然对压铸生产与质量造成较大的不利因素,但这些问题都比较直观,相对较容易解决,而在压铸生产过程中,常见又不易解决的质量问题,常常困扰着我们每一个企业(如气泡。气孔、渣孔、针孔、开裂、崩缺、拉伤、变形、错位、冷料、冷纹、冷隔、欠铸、疏松、缩孔、模具飞料等等),甚至阻扰了企业的压铸发展(成本高,效益低),而造成这些疑难且又频繁质量问题的主导原因,它就是压铸模具所为。 从上述的认识分析中,我们可以理解为,效率的提升,产品质量的保证,较好的经济收益都与模具的开发、设计,保养维护密切相关,过去技术人员把整个压铸生产过程的质量、效率、收益成本控制,划分为,模具占60%,机器性能占15%,附件与辅料占5%,工艺参数调试占10%,人为操作占10%,作为对压铸生产全过程的一个基本管理标准,但随着压铸件广泛应用在各行各业领域里,特别是近年来广泛用于在高端设备与装备(如汽车、高铁、通讯、航天等),其对压铸件的质量要求更为严格,各行业也作出了相应的技术标准,所以对过去的压铸生产过程管理控制划分,我本人认为也要与时俱进,从新整合划分,这样我们才能更好认识与识别,更好的管控生产运行各个工序的工艺数据控制,程度提高我们的收益,所以我个人认为,产品质量的提高,首先是对设备的性能、稳定有了更高的要求,对辅料(脱模剂、润滑珠)的质量与使用有了更深刻的认识,当然压铸模具也在不断提高设计能力与使用寿命(如增加了点冷、细芯点冷、前模顶出、斜顶、行位上加内抽芯、表面电极等等),因此压铸生产链过程控制(质量、效率、收益等)应按一下划分,模具占45%(设计浇排、冷却、尺寸的水平,制造水平、模具使用寿命、模具中的配件质量等),压铸设备占20%(设备故障率、系统性能、系统稳定性等),辅料5%(脱模剂、颗粒珠、润滑油等),附件占5%(冲头、拉杆、射杆、接头、压板、等),熔炼占10%(铝水纯净度、铝水温度控制、新旧料的配比使用、熔炼与保温设备质量等),技术工艺参数调试占10%(压铸机器慢速、高速、增压、压射起点到终点位置、喷雾水、气大小与时间、喷水位置、模具温度场控制、抽真空设备质量、真空体设计,抽真空时间等)。 目前压铸设备在生产中基本实现了自动或半自动,所以人为操作占3%(操作工对设备的熟练性、压铸工艺认识度等),冷却水质量占2%(冷却水大小、模具温度场的控制、水质量等)。 从过去到现在我们对压铸生产过程保证质量控制的划分,模具都是占到了主导地位,为此可以理解压铸生产的核心在于模具的设计与制造质量,模具的成败是压铸企业发展的分水岭,我们必须有清晰的认识,足够的意识,把模具的设计、生产制造、维护保养当做一项重中之重的工程专项管理,企业才能会更好的前进与发展。 下面有关压铸模具在设计、制造中应注意的几点事项与生产过程常见的质量问题,我本人浅谈一下自己的观点,并愿意一起与同行共同分享(仅供参考)。 一、一个良好的压铸模具是从铸件研发设计开始。铸件的性能与工艺技术要求是客户需求标准,客户不会轻易考虑模具的制造和压铸生产工艺是否能满足铸件所需的技术标准而改变,但铸件的结构往往不能满足压铸模具与压铸生产的技术与工艺条件,所以这要对铸件的前期结构,技术要求进行全方位的审核,一是对压铸模具的设计、制造是否能达到铸件的技术工艺要求审核(不能达到必须与客户协商落实),二是评估铸件的生产设备能力与自身的技术力量,三是预计生产效率与合格率,四是模具制造周期、成本及寿命,五是订单数量、回报收益,六是客户信任度。 二、以上确认后,就要从模具设计的开始。 1.模具排位,也就是给模具定位,定位首先考虑市场需求,月度、年度产量,定位目的是考虑模具制造成本(主要参考是费用由谁承担,是全款或是产品分摊,客户要求提供的良品数量,复制模费用等)。 2.确定模具尺寸,首先考虑模肉尺寸,模肉除考虑四周分型面的预留外,直浇道、横浇道、内浇口、排气位置、溢流槽,抽芯方式与大小及抽芯数量、冷却系统的方式、是否需要温控系统、真空排气、模肉的尺寸影响到以后的模具寿命、是否能控制好封料、减少模肉变形、设计结构是否需要有前顶装置等,来确定模肉的尺寸,同时考虑模架尺寸。 3.顶针排位,确认客户对其有没有要求,二是顶针的大小、数量,三是考虑生产中是否影响产品顶出与平衡,四是考虑顶针位置是否影响运水系统,排位的顶针多,会增加成本,对模具寿命也会产生一定的影响,但能起到良好的排气作用,对复杂件顶出、排气有较好的辅助作用。 4.冷却系统,建议尽可能采取直通式冷却,在直通无法解决时,采取点冷或细芯点冷,尽量不要使用循环式的冷却方式,要注意模温控制,点式冷却效果不是,且造价高、装卸也繁琐,不利于生产,但可采取直通与点冷并用方式,这样基本达到设计较理想要求。 5.浇口套的尺寸选择,直径大压射投影面积大,小侧相反,这样就会产生比压等诸多的问题 ,如直径大产生废料多,设定比压力小,流速对模具的冲击小,对设备与模具寿命都有相应的好处,适用于结构不是十分复杂的产品铸件。浇口套小,材料减少烧损,冲击速度快,充填性能较好 ,结构复杂铸件使用较多。 6.模具结构易损,开裂、老化凸出的部位尽可能采取镶件方式设计,如采用原身制造方式,对以后的生产会带来诸多不便,列如不便于修理,改造、也不利于对结构件的排气,但原身方式在制造中可以降低成本,制造周期短,对模具寿命也有好处,如采用镶件制造,在压铸生产中可以缩短更换、维修时间,使用较为方便、快捷、而的好处可以起到较好的排气作用。 7.浇道与内浇口的设计,不论直浇,横浇还是内浇口的设计,都与产品的成型起着至关重要的作用,如果说模具是压铸生产的核心,那么它们就是模具的设计核心,它将铝液从压缸导入型腔内各个部位,它所导入的流量速度、充填时间,流向位置、型腔内的温度以及在充填过程中需要保持平稳流动、保持好铝液温度的控制、对易冲击部位的保护、铝液流出型腔的先后次序等,必须是完美无缺的设计,直浇道的宽厚长尺寸是导入铝液的重要部位,太宽影响流速,太长会泄压,太厚是以上两个缺陷的并存,如设计出这样的浇道,它们会使浇道部位的模温增高且不易控制,易断料柄,产生废料多,增加充填时间,但它们都有一个共同的优点,流速平稳,所以在设计时应慎重考虑,(参考数据,一般400吨以下机器,直浇道长20nn-40mm,宽一般为15mm-25mm,厚10mm-15mm,630吨到1000吨的机台,长35mm-65mm,宽30mm-50mm,厚15mm-25mm,1250吨到2000吨机台,长45mm-80mm,宽35nn-65mm,厚...
阅读更多