2021-08-24
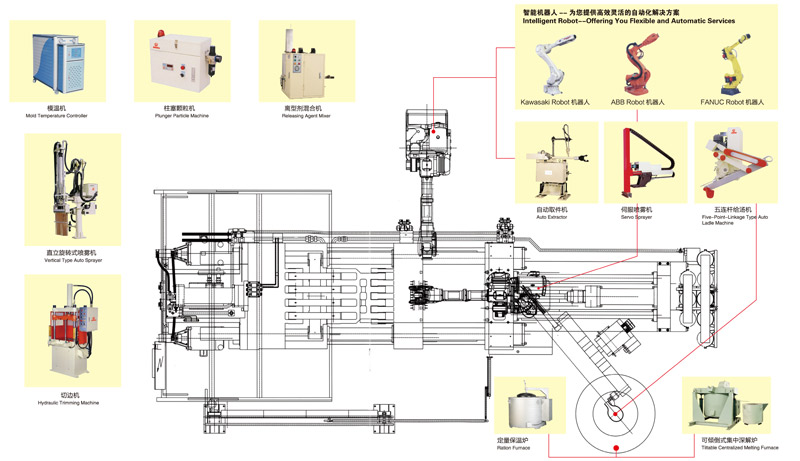
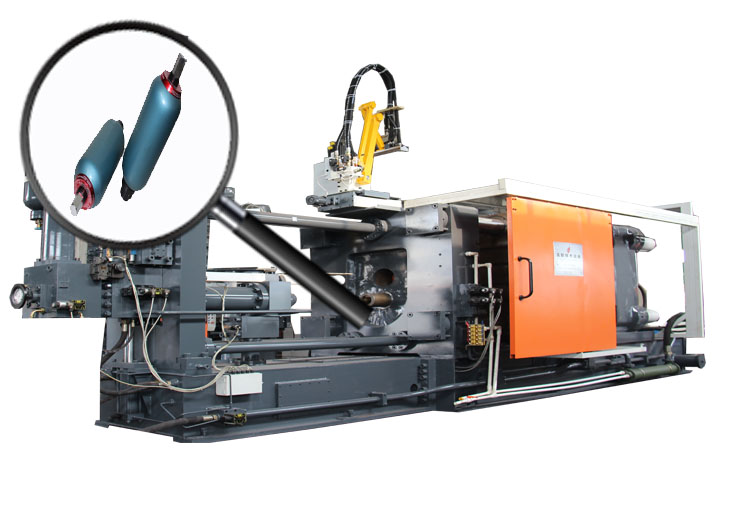
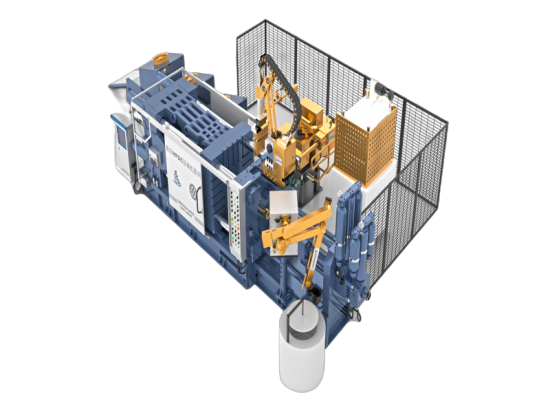
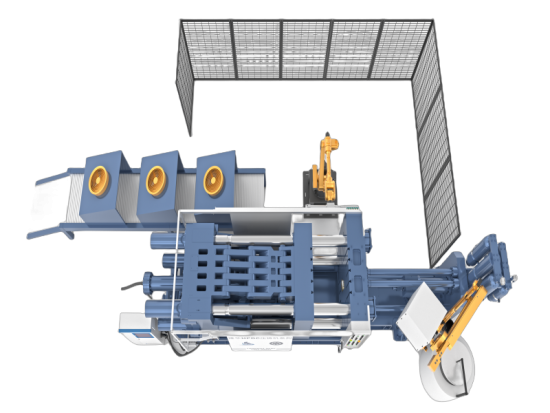
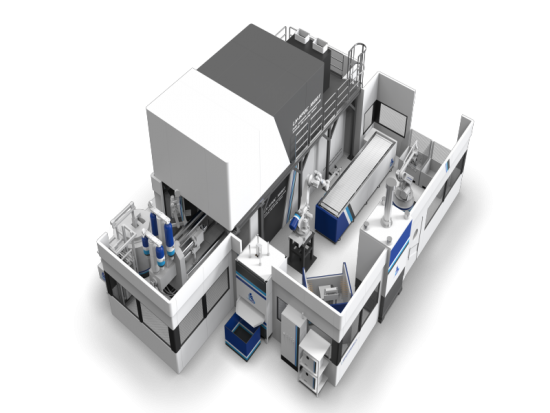
高精密智能节能压铸机主要性能: 经过买球APP官网【中国】科技有限公司在原有基础上提升技能的创新及研发改进,大幅度的降低了配套电机,提升了产品性能,达到了节能减排的效果,符合国家压铸机产品质量标准.改进后的液压回路,使得慢压射速度变快,降低快压射启距离,使金属溶液达到良好的排气效果,进而使得溶液裹含的空气减少,达到增加产品自身的致密性,提升压铸件的品质. 创新系列压铸机,精速压铸机,(精度高,速度快,效率好,节能佳) 锁模部分: 1. 静模板,动模板,合型缸座,龙门架,曲肘等采用优质的精密铸钢件,回火加消除预应力处理,强度更高,刚性好,不易变形,不易断裂. 2. 高精度的全齿轮调模设计,保证四个拉杆调模时的同步精度保持在1:1000(导柱螺距)以上,调模平稳 3. 曲肘(五孔,三孔,二空,十字头)采用液压驱动的机械曲肘扩力锁模机构,锁模扩张力可放大16-26倍,开锁模可进行多级压力及速度调节,并具备低压护模功能.针对压铸的生产特点,正确的力学、运动学计算和科学的模拟试验,保证曲肘在高速运行中开锁模功能. 压射部分: 1. 压射系统采用活塞式快速及增压氮气储能设计,保证在压射的一瞬间,液压系统产生足够的速度和强大的推力,同时,又能对PLC的控制信号做出准确的反应,以实现对压射过程的精细调节. 2. 四级压射系统:a,慢压射、b,一快压射,c,二快压射,d,增压,系统压力速度任意可调. 3. 液压系统采用双回路(压射,增压相对独立)、双比例(系统压力,系统流量分别调控),加速快、建压时间短,压铸产品成品合格率可达到96.3%. 电器部分: 1. 采用进口PLC智能控制柜,触摸彩屏、人机界面操作直观、故障分辨率清晰,操作维修更简单.
阅读更多