March 16,2020.
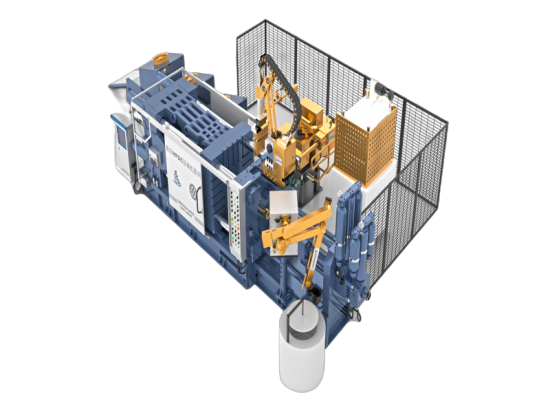
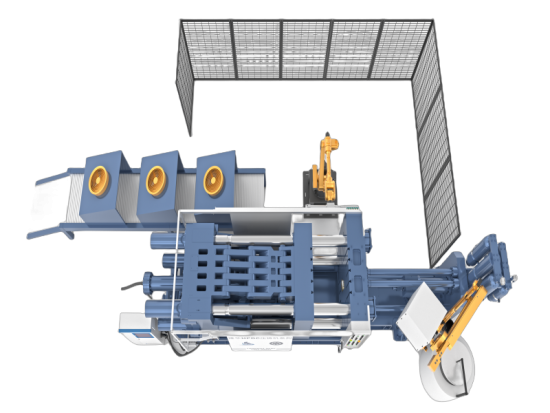
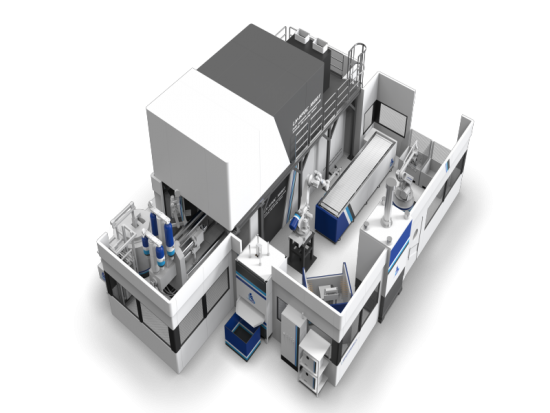
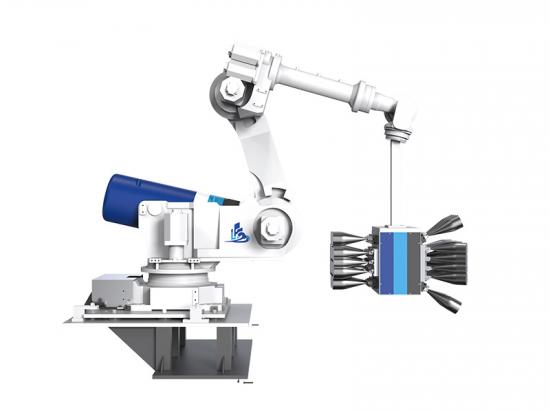
众所周知,影响产品质量的因素有人、机、料、法、环等。其中的“机”也就是设备,本文主要是指压铸机,它是保证压铸件质量的重要因素之一,没有一个装配精良的压铸机,要想生产出高质量的压铸件是不可能的。谈到设备必然要涉及到设备的采购、验收,以及后期的维护等。今天蚌埠买球APP官网【中国】科技有限公司压铸机着重就压铸车间设备管理工作做一简要的阐述。 1. 设备的采购工作 压铸机作为压铸的基本技术装备,在生产过程中对产品质量、生产成本、生产效率等诸多因素都有着十分重要的影响。为此,对于压铸机的选型及辅机的配备工作必须进行详细的论证。 (1)压铸机的选型 压铸机的选型实际上是分为两种情况来区分的。首先,针对刚开始从事压铸生产的企业,应有针对性地进行选型分析,其主要选型依据是当前需要生产的产品,可根据产品件的投影面积、质量要求等相关技术标准进行核定,关于此方面的详细计算可参见一些相关的压铸类书籍。其次,针对已经购买过一些压铸机的企业,再次购买设备的选型工作就不能仅以当前需要生产的产品件为主要考虑,还应该兼顾公司后续的发展需求,以及压铸设备系列化的考虑,有时会暂时采取“大马拉小车”的措施,暂时购买一台较大的压铸机进行生产,待产品批量大且比较稳定时,再根据实际需求进行定制增加或减少设备配置,以达到专机专用,降低采购成本,以及提高劳动生产率的目的。 (2)压铸机性能要求 不同型号压铸机的参数都会有很大的差异,还应根据各个企业的不同需求来选择,过高要求压铸机的性能必然会增加设备的价格。例如,压铸机的空压射速度是要重点考虑的一个参数,对于只生产铝合金产品的企业就没必要选择空压射速度8.0m/s以上的压铸机,而那些需要生产镁合金铸件的企业选择压射速度6.0m/s以下的压铸机显然是不合适的。压铸机的性能稳定性对压铸件质量的稳定有很大的影响,选择压铸机生产厂家时应引起重视。影响压铸机稳定的主要因素有冷却系统、液压系统、电气系统等。 压铸机的压室与压铸模具接口尺寸如图1所示。图中的D2、h为压铸机的接口尺寸,每个压铸机厂家都有自己的标准,但并不一定适用于所有的压铸企业,为达到后续生产中快速模具更换的目的,每个压铸企业就需要对此尺寸进行有效的整合,确保在生产中当部分设备出现故障时,现有的模具能够快速地更换到其他设备上,不会因为设备接口尺寸的差异造成现有的模具无法在其他设备上进行生产。 在压铸机的使用过程中,部分存在液压抽芯的模具,会出现抽芯后退的现象,有时后退的尺寸超过了产品的允许范围,造成产品报废。压铸模具抽芯过程后退这一问题长期困扰着模具制造厂和压铸厂家。后经过我们对压铸机液压系统进行研究发现,由于设备液压系统设计先天不足,造成了抽芯后退。为解决这个问题,需要在压铸机的抽芯回路上增加一套液控单向阀,再次采购设备时我们就向设备厂家提出了这一要求,从根本上解决了抽芯后退问题。 (3)压铸辅机 随着产品实现过程的人工成本越来越高,在压铸生产中催生出“智能压铸岛”概念,即指通过程序控制,将压铸机及周边设备合理地联动起来,并且在联动的过程中实现压铸产品程度地自动化生产,可极大地降低对人员数量、技能等方面的需求。“智能压铸岛”的建立当然需要大量的资金支持,后续还会增加压铸生产的成本,这就必须根据企业使用场地、经济实力、产品附加值,以及当地用工成本等因素来综合确定。常用的周边设备有冲头润滑机、给汤机、喷雾机、取件机、脱模剂配比机、切边机和压铸机器人等。这些辅机的选择都需要依据每个企业的实际情况来确定,尽可能地实现全自动无人化生产,解除对操作工人技能的依赖,达到产品质量的稳定。 以上就是买球APP官网【中国】科技有限公司科技给您带来的压铸车间设备管理工作的干货知识,关于设备的验收,以及后期的维护我们将在接下来的文章中为您更新。敬请期待。...
阅读更多