2022-03-30
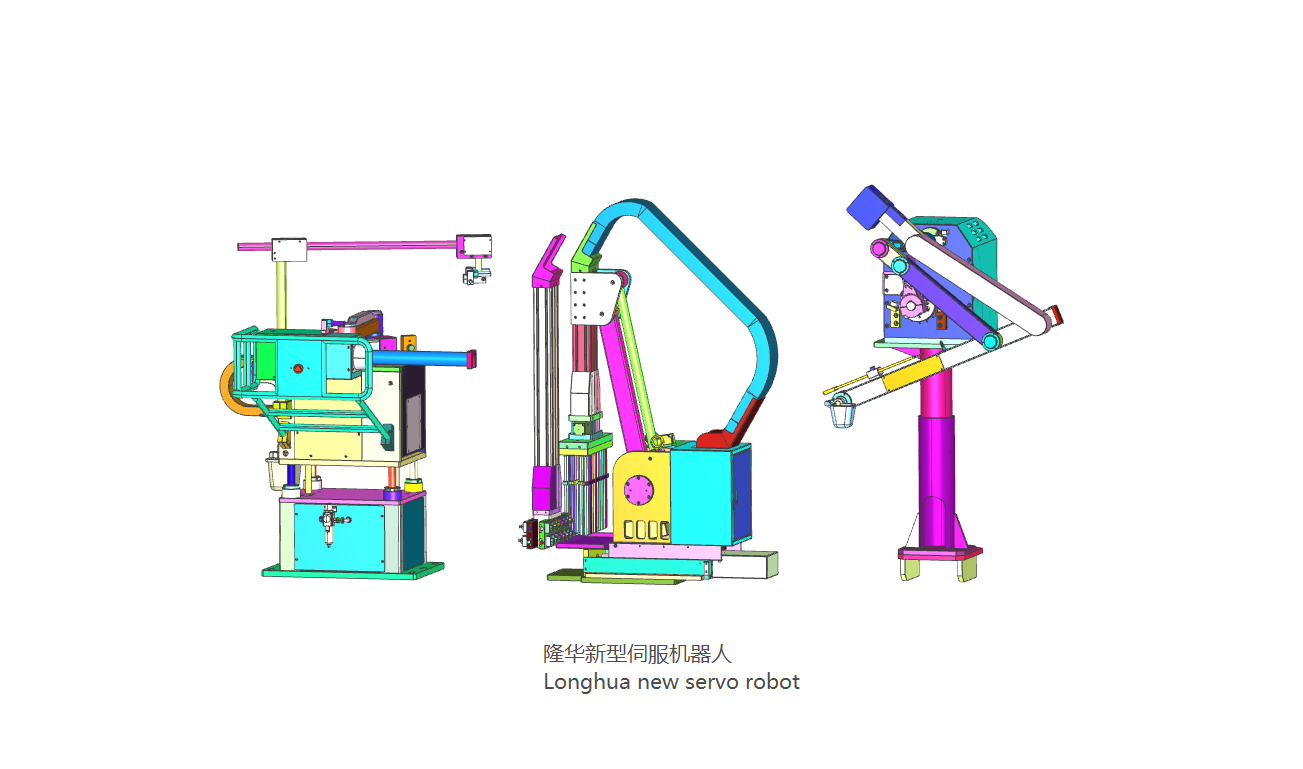
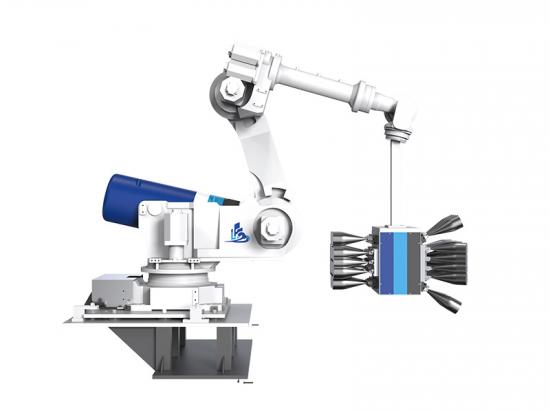
一、买球APP官网【中国】科技有限公司伺服喷雾机说明: 伺服减速机驱动,通过连杆结构把水雾装置伸进模腔内进行雾化喷涂。 二、买球APP官网【中国】科技有限公司伺服喷雾机技术特性 1.控制器及伺服电机驱动,高效稳定; 2.可单独对定模、动模侧喷涂脱模剂的时间和用量 进行调整; 3.上升及下降速度稳定,有提前待机功能; 4.具有防落装置,缓冲器缓冲功能; 5.PLC控制回路,触摸屏调节,故障码显示功能,方便查看维修。 三、伺服喷雾机主要参数: 规格/机型Specification/model 2# 4# 5# 6# 适用压铸机型Applicable die casting machine 125-400T 450-900T 950-1250T 1300-1600T 空压源Air pressure source 5-6kgf/㎡ 5-6kgf/㎡ 5-6kgf/㎡ 5-6kgf/㎡ 离型剂Release agent 4.5kgf/㎡ 4.5kgf/㎡ 4.5kgf/㎡ 4.5kgf/㎡ 膜厚调整Film thickness adjustment ±200-250mm ±300-350mm ±400mm ±400mm 电源power supply 380V50HZ 380V50HZ 380V50HZ 380V50HZ 上升时间Rise Time 0.8-1.2s 1.6-2.0s 2.5s 2.5s 下降时间Fall time 1.2s 1.6-2.0s 2.5s 2.5s 机械重量Machine weight 400-450kg 500-550kg 630kg 630kg 四、伺服喷雾机主要配置: 名称 Name 研发单位 型号 R & D unit model 制造商(产地) Manufacturer (origin) 计算机编程 Computer Programming 中国科学院合肥院*蚌埠买球APP官网【中国】科技有限公司 Hefei Institute of Chinese Academy of Sciences*Bengbu Longhua 蚌埠买球APP官网【中国】科技有限公司(中国) Bengbu Longhua (China) 信捷伺服电机+驱动 Xinje servo motor + drive MS5G-13OSTE-CS05415BZ-20P8-S01 信捷(中国) Xinje (China) 宇形减速马达 Yuxin Gear motor GV18-200-10A 信捷(中国) Xinje (China) 电磁阀 The electromagnetic valve VXD252LG/RV5221-08QE4 SMC(日本) SMC (Japan) 电磁阀 The electromagnetic valve RV5221-08QE4 EMC(美国) EMC (U.S.A) 雾化器Atomizer ST-5 亚德克(中国台湾) Adek (Taiwan, China) 丝杆Screw SFNHRO2510C1DFG7-552-P0 TBI(中国台湾) TBI (Taiwan, China) 操作开关Operation switch XB2BD21C/XB2BD53C 施耐德(法国) Schneider (France) 轴承Bearing 62206-2RS/6206ZZCM/6306ZZCM/6208ZZCM/NJ204EM ... NSK(日本) NSK (Japan) 端子盘Terminal board TBC-10 天得(台湾) TEND (Taiwan) 微动开关Micro Switch LXW5-11M 天得(台湾) TEND (Taiwan) 电源供应器Power Supplier NES-50-24 明纬(台湾) MEAN WELL (Taiwan) 可编程控制器PLC Programmable Controller PLC FX5U-40MT/ES 三菱(日本) Mitsubishi (Japan) 尼克拉斯减速机 Niclas reducer BX40E-121-F 苏州(中国) Suzhou (China) 我们有权做任何技术改进而不另行通知
阅读更多